

制作煤泥烘干机焊接过程介绍
发布时间:2012-10-03文章来源:
如果您正在寻找相关产品或有任何问题,可随时拨打我公司销售热线:19900970336 或点击在线咨询 在线交谈
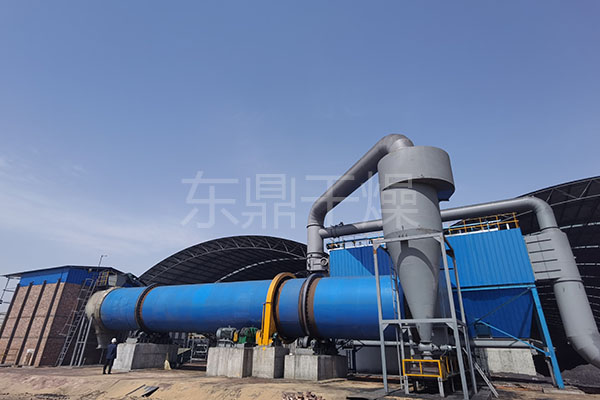
大家好, 先祝大家节日快乐,今天东鼎干燥给大家讲下煤泥烘干机制作焊接过程做下介绍
电弧引燃后,必须注意保持喷嘴和母材之间规定的距离;保持正确的焊枪角度,并使之稳定;不能偏离焊缝并按规定的速度运动,才能保持电弧的稳定和良好的焊缝成型。
1)喷嘴至母材之间的距离
喷嘴至母
材之间的距离是决定保护效果及电弧的稳定性、焊丝熔化量的重要因素。这个距离短时,气体保护 ,但飞溅容易粘着喷嘴。距离过大时,气体保护效果较差,短路次数减少,电弧不稳。
2)焊枪角度
根据焊枪的行进方向,可以分为前进法和后退法.前进法时焊枪一般保持10º—15º。如果这个倾角过大,由电弧发生点向前推出的熔化金属多,焊缝宽度就不整齐,还会产生大量的大颗粒飞溅,熔深也浅。因而,在多层焊或有凸凹不平焊道焊接时,常常产生未熔合缺陷。若在坡口内焊接 ,产生熔深不足的现象。后退法时,焊枪的倾角也保持在10º—15º。如果这个角度过大,焊缝就会形成凸形,还会产生咬边;若焊接速度过快,则飞溅增大。
电弧引燃后,必须注意保持喷嘴和母材之间规定的距离;保持正确的焊枪角度,并使之稳定;不能偏离焊缝并按规定的速度运动,才能保持电弧的稳定和良好的焊缝成型。
1)喷嘴至母材之间的距离
喷嘴至母
材之间的距离是决定保护效果及电弧的稳定性、焊丝熔化量的重要因素。这个距离短时,气体保护 ,但飞溅容易粘着喷嘴。距离过大时,气体保护效果较差,短路次数减少,电弧不稳。
2)焊枪角度
根据焊枪的行进方向,可以分为前进法和后退法.前进法时焊枪一般保持10º—15º。如果这个倾角过大,由电弧发生点向前推出的熔化金属多,焊缝宽度就不整齐,还会产生大量的大颗粒飞溅,熔深也浅。因而,在多层焊或有凸凹不平焊道焊接时,常常产生未熔合缺陷。若在坡口内焊接 ,产生熔深不足的现象。后退法时,焊枪的倾角也保持在10º—15º。如果这个角度过大,焊缝就会形成凸形,还会产生咬边;若焊接速度过快,则飞溅增大。
上一篇:褐煤烘干机电机部分施工主要机具及作业条件 下一篇:煤泥烘干机电机系统的安装工艺标准



 电话咨询
电话咨询