

褐煤烘干机制作工艺之平焊技术要点
发布时间:2012-09-29文章来源:
如果您正在寻找相关产品或有任何问题,可随时拨打我公司销售热线:19900970336 或点击在线咨询 在线交谈
针对不同的构件采用相应的焊接工艺及工人焊接技术的熟练程度对褐煤烘干机设备的品质有很大影响,今天东鼎讲下关于焊接技术平焊的操作要点:
(1)允许使用较大的电流、较粗直径焊条施焊,以提高生产率
(2)尽可能保持短弧焊接
(3)正确控制焊条角度,使熔渣与液态金属分离,防止熔渣前流
(4)T形、角接、搭接的平焊接头,若两钢板厚度不同,则应调整焊条角度,将电弧偏向厚板一侧,使两板受热均匀
(5)多层多道焊应注意选择层次及焊道顺序
(6)不开破口对接平焊(б≥6mm)可采用多层焊或多层多道焊,打底焊道直选用小直径焊条,小电流施焊,直线形运条。多层焊,其后各层焊道宽度应根据要求分别采用直线形、锯齿形、月牙形运条。多层多道涵,则宜采用直线形运条方法
(c)T形接头如焊脚尺寸较小,可采用单层焊,选用直线或斜锯齿形,斜环形运条方法,焊脚尺寸较大时,则宜采用多层焊或多层多道焊, 层均选用直线运条,其后各层可采用斜环形、斜锯齿形运条,多道焊宜采用直线形运条,多道焊宜采用直线形运条方法
(d)角接、搭接平焊,操作与T形接头平焊相似
(e)船形位置,操作与开破口对接平焊相似
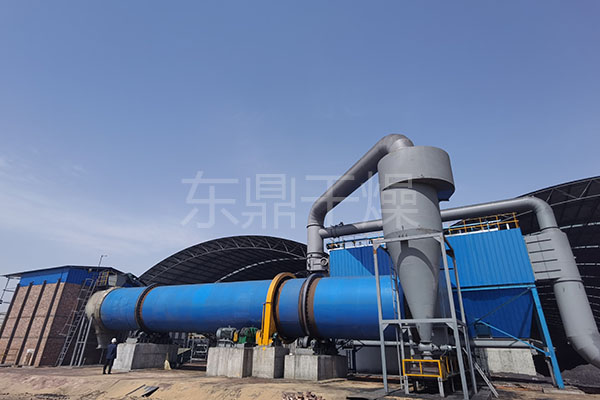
东鼎褐煤烘干机精工打造,给您优质的项目工程
(1)允许使用较大的电流、较粗直径焊条施焊,以提高生产率
(2)尽可能保持短弧焊接
(3)正确控制焊条角度,使熔渣与液态金属分离,防止熔渣前流
(4)T形、角接、搭接的平焊接头,若两钢板厚度不同,则应调整焊条角度,将电弧偏向厚板一侧,使两板受热均匀
(5)多层多道焊应注意选择层次及焊道顺序
(6)不开破口对接平焊(б≥6mm)可采用多层焊或多层多道焊,打底焊道直选用小直径焊条,小电流施焊,直线形运条。多层焊,其后各层焊道宽度应根据要求分别采用直线形、锯齿形、月牙形运条。多层多道涵,则宜采用直线形运条方法
(c)T形接头如焊脚尺寸较小,可采用单层焊,选用直线或斜锯齿形,斜环形运条方法,焊脚尺寸较大时,则宜采用多层焊或多层多道焊, 层均选用直线运条,其后各层可采用斜环形、斜锯齿形运条,多道焊宜采用直线形运条,多道焊宜采用直线形运条方法
(d)角接、搭接平焊,操作与T形接头平焊相似
(e)船形位置,操作与开破口对接平焊相似
东鼎褐煤烘干机精工打造,给您优质的项目工程



 电话咨询
电话咨询