

如何对褐煤烘干机系统焊接构件进行成品保护
发布时间:2012-09-26文章来源:
如果您正在寻找相关产品或有任何问题,可随时拨打我公司销售热线:19900970336 或点击在线咨询 在线交谈
在褐煤烘干机系统整个制作过程中,要注意加强对已焊接的构件进行采取相应措施进行成品保护
1) 构件焊接后的变形,应进行成品矫正,成品矫正一般采用热矫正,加热温度不宜大于650℃,构件矫正应符合下列要求:
项 目 允 许 偏 差
柱底板平面度 5.0
桁架、腹杆弯曲 1/1500且不大于5mm,梁不准下挠
桁架、腹杆扭曲 H/250且不大于5.0mm
牛腿翘曲 当牛腿长度≤1000时为2
当牛腿长度>1000时为3
2) 凡构件上的焊瘤、飞溅、毛刺、焊疤等均应清除干净。要求平的焊缝应将焊缝余高磨平。
3) 零、部件采用机械矫正法矫正,一般采用压力机进行。
4) 根据装配工序对构件标识的构件代号,用钢印打入构件翼缘上,距端500MM范围内。构件编号必须按图纸要求编号,编号要清晰、位置要明显。
5) 应在构件打钢印代号的附近,在构件上挂铁牌,铁牌上用钢印打号来表明构件编号。
6) 用红色油漆标注中心线标记并打钢印。
7) 钢构件制作完成后,应按照施工图的规定及《钢结构工程施工质量验收规范》进行验收,构件外形尺寸的允许偏差应符合上述规定中的要求。
8) 钢结构件在工厂内制作完毕后,根据合同规定或业主的安排,由监理进行验收。验收合格后方可安排运输到现场。验收要填写记录报告。
9) 验收合格后才能进行包装。包装应保护构件不受损伤,零件不变形,不损坏,不散失。
10) 包装应符合运输交通部门的有关部门规定,超限构件的运输应在制作之前向有关交通部门办理超限货物运输手续。
11) 现场安装用的连接零件,应分号捆扎出厂发运。
12) 成品发运应填写发运清单。
13) 运输由钢结构加工厂直接运输到现场。根据现场总调度的安排,按照吊装顺序一次运输到安装使用位置,避免二次倒运。
14) 超长、超宽构件安排在夜间运输,并在运输车前后设引路车和护卫车,以保证运输的安全。
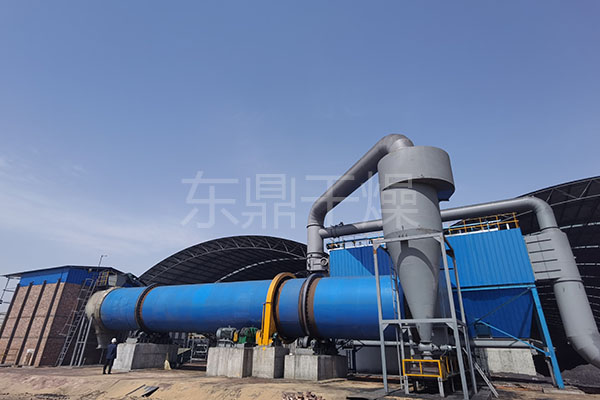
东鼎干燥给您提供优质的精品褐煤烘干机项目。
1) 构件焊接后的变形,应进行成品矫正,成品矫正一般采用热矫正,加热温度不宜大于650℃,构件矫正应符合下列要求:
项 目 允 许 偏 差
柱底板平面度 5.0
桁架、腹杆弯曲 1/1500且不大于5mm,梁不准下挠
桁架、腹杆扭曲 H/250且不大于5.0mm
牛腿翘曲 当牛腿长度≤1000时为2
当牛腿长度>1000时为3
2) 凡构件上的焊瘤、飞溅、毛刺、焊疤等均应清除干净。要求平的焊缝应将焊缝余高磨平。
3) 零、部件采用机械矫正法矫正,一般采用压力机进行。
4) 根据装配工序对构件标识的构件代号,用钢印打入构件翼缘上,距端500MM范围内。构件编号必须按图纸要求编号,编号要清晰、位置要明显。
5) 应在构件打钢印代号的附近,在构件上挂铁牌,铁牌上用钢印打号来表明构件编号。
6) 用红色油漆标注中心线标记并打钢印。
7) 钢构件制作完成后,应按照施工图的规定及《钢结构工程施工质量验收规范》进行验收,构件外形尺寸的允许偏差应符合上述规定中的要求。
8) 钢结构件在工厂内制作完毕后,根据合同规定或业主的安排,由监理进行验收。验收合格后方可安排运输到现场。验收要填写记录报告。
9) 验收合格后才能进行包装。包装应保护构件不受损伤,零件不变形,不损坏,不散失。
10) 包装应符合运输交通部门的有关部门规定,超限构件的运输应在制作之前向有关交通部门办理超限货物运输手续。
11) 现场安装用的连接零件,应分号捆扎出厂发运。
12) 成品发运应填写发运清单。
13) 运输由钢结构加工厂直接运输到现场。根据现场总调度的安排,按照吊装顺序一次运输到安装使用位置,避免二次倒运。
14) 超长、超宽构件安排在夜间运输,并在运输车前后设引路车和护卫车,以保证运输的安全。
东鼎干燥给您提供优质的精品褐煤烘干机项目。



 电话咨询
电话咨询